Conveyor products in France
CONVOYNORT, a manufacturer of material handling systems for many years, presents its overhead conveyors and floor conveyors :








Manual overhead monorail conveyor
Our manual conveyors can easily incorporate motorized sections or segments. They can be equipped with lifting and lowering elevators, switch points, and more.
The hangers, spreader beams, load bars, as well as the carts and trolleys of our manual conveyors are pushed or pulled by operators, even though one or more sections of the conveying system may be motorized.
Also used as gravity conveyors (in certain cases and for specific types of transported parts), the movement of suspended elements can be assisted by gravity, reducing all or part of personnel movement within the conveying system.
These gravity-effect conveyors can advantageously be complemented by motorized lifting zones.
The installation of gravity conveyors is suitable for certain applications such as overhead handling of mailbags, laundry bags, or in butcheries and slaughterhouses for meat carcasses. A gravity overhead conveying system reaches its limits due to the potential danger posed by freely moving loads at high speed to nearby personnel.
One or more motorized sections can be added to the overhead handling network to secure a specific area or to limit operator movement.
The CONVOYNORT handling rail is another application of the manual monorail, which can be easily integrated into your mechanical workshop, garage, or production facility thanks to its extremely compact design.
The heights of the rail mounting bracket, the rail itself, and the trolley or trolleys do not add up to one another.
This running track, particularly economical in terms of height, provides maximum working space.
The handling rail trolley can be installed on its own, with a hoist, or under two parallel rails, thus creating a traveling beam or an overhead crane capable of serving a work area, an operator station, and more.
Example of an overhead material handling system:

A CONVOYNORT overhead handling network may include running tracks, curves, switch points, retractable rails, turntables or rotary platforms, motorized sections or segments, elevators, weighing stations, and other special or custom equipment.
The conveying circuit designed with our engineering department will take into account the client’s various constraints, particularly those related to the building. The manual conveyor will facilitate the transfer of parts or part carriers throughout the client’s overhead handling network. In all cases, our technicians remain at your disposal to help you better understand the different aspects and constraints to be considered before installing your manual monorail system.
Example of a handling rail:

Overhead monorail chain conveyor
Our chain conveyors are frequently used in paint lines, including surface treatment tunnels and drying ovens.
The CONVOYNORT overhead chain monorail forms a closed-loop circuit.
From small carousels to long circuits with changes in elevation, the chain conveyor offers the advantages described below.
Parts or loads are suspended directly from the conveyor chain or via intermediate supports such as load bars, spreader beams, rotation devices, hooks, links, etc.
The overhead conveyor chain moves inside a C-shaped rail.
The chains are equipped with carrier and guide rollers, ensuring friction-free passage through horizontal and vertical curves. The curves are bent profiles that do not require any additional support rollers or return wheels. Thanks to its strength and design, the cardan chain will transport your parts effortlessly throughout your long and winding conveying circuit.
Depending on the total load, the length of the conveyor circuit, and other factors, one or more drive units will move the conveyor chain either continuously or step by step.
Each drive unit is equipped with its own adjustable torque limiter, which protects both the conveyor chain and the drive unit itself from overload.
Whether controlled by a frequency converter or not, the chain speed or cycle time must be specified for each chain monorail conveyor.
Robots at loading and unloading stations, lifting and lowering devices, dipping stations, manipulators with lifting clamps, or handling spreader beams, among others, can complement the handling system.
The CONVOYNORT technical team will meet all your requirements with tailored and innovative solutions. CONVOYNORT chain overhead conveyors are widely used in painting and finishing lines with surface treatment tunnels, shot blasting machines, drying or curing ovens, and one or two paint booths.
The chain monorail conveyor can be installed in an inverted position. In most cases, the monorail is delivered ready for assembly.
The rails, curves, and various components of the conveyor are assembled using simple bolting according to the provided assembly plan, making installation straightforward and allowing clients to set it up themselves if they wish, without requiring our services.
Inverted overhead chain monorail conveyor
To reduce contamination or debris falling onto the conveyed parts from the conveyor chain, positioning the system in an inverted configuration has the advantage of preventing…
The CONVOYNORT overhead conveyor in an inverted position is used in all applications where conveyed parts must remain free from oil drops or dirt falling from the conveyor chain.
The inverted conveyor offers the advantage of eliminating the need for an additional cover along the entire handling circuit.
The rails and curves of the CONVOYNORT inverted chain conveyor can be made of stainless steel. The C-shaped hanging components and the supports for the transported parts can also be manufactured in stainless steel. In its stainless steel version, the inverted monorail represents an innovative and clean conveying system, ideal for handling installations that require it.
Inverted overhead conveyor for painting application line
Painting application lines that include ovens or curing furnaces can benefit from CONVOYNORT inverted chain conveyors, designed for high-temperature use.
The CONVOYNORT inverted chain monorail is also available as a transfer conveyor, combining both key advantages:
An inverted transfer conveyor can serve two paint booths installed in parallel while preventing debris or contamination from falling onto the painted parts.
Inverted overhead chain monorail for the food industry
Today, the quality standards expected for an overhead handling installation—particularly the strict cleanliness requirements in the food industry—make it essential to use hygienic overhead conveyors. CONVOYNORT offers a wide range of chain monorails specifically designed for the food industry.
With stainless steel rails, curves, C-shaped hangers, basket trolleys, or supports, the CONVOYNORT inverted overhead monorail prevents contamination from falling onto the conveyed food products.
Other advantages of the CONVOYNORT range remain:
- Use of high-quality components in the manufacture of our handling systems, ensuring a long service life for your installation.
- Modular elements that can be bolted together on-site, without welding.
- These benefits make a CONVOYNORT installation worry-free. The inverted chain monorail is the ideal solution for your next investment.
The specifications of the inverted chain monorails are identical to those of the 1200 and 1000 series chain monorails.
Double-rail overhead conveyor
Our double-rail (Power & Free) overhead conveyors require no springs, clutches, linkages, or similar components, which is a significant advantage in terms of maintenance.
CONVOYNORT double-rail conveyors are designed to provide the optimal solution for your material handling installation.
At the bottom of this presentation page for CONVOYNORT P&F systems, you will find the available products according to the loads to be transported by clicking on the model of your choice.
Motorized handling circuits include storage zones, stop stations, switch points, weighing stations, elevators or lifting systems, rotation devices, turntables, and more, all of which can be integrated into your double-rail conveyor.
Among all conveyor types, the double-rail conveyor offers the maximum possibilities, combining the technical advantages of other conveyors. A P&F system is a motorized conveyor in which different travel speeds, as well as manual movements, can be incorporated.
The double-rail conveyor can be seen as the opposite of a manual conveyor, which can accommodate one or more motorized sections.
The parts to be transported are suspended from trolleys, load bars, or spreader beams, which are driven by the conveyor chain. The chain is regularly equipped with drive units.
A double-rail (birail) conveyor installation can be equipped with one or more drive chains operating at different speeds. The birail conveyor can be installed at floor level or in a pit. Loads to be conveyed are placed on suitable supports and transported by the floor-level birail conveyor. The flow of the overhead or floor handling system is managed by the conveyor’s PLC.
The level of automation for the birail depends on each handling circuit and the possible connections with other electrical cabinets. Touch screens, barcode readers, and similar devices can be added to complete the system. As a turnkey solutions provider, CONVOYNORT supplies the entire management system. The drive and accumulation principles of CONVOYNORT birail overhead conveyors are simple, reliable, and proven across numerous installations.
All CONVOYNORT birail systems use the same drive and accumulation principle. Simple and effective, this principle reliably performs the required functions without any maintenance.
The drive and accumulation system requires no springs, clutches, linkages, or similar components, which is a major advantage in terms of maintenance.
Selecting a product that meets the requirements with minimal maintenance for the birail conveyor is a key part of the client’s expectations. CONVOYNORT’s wide range of birail conveyors offers an appropriate solution to meet your needs.
Overhead transfer conveyor
To serve two paint booths installed side by side, a transfer conveyor can advantageously replace a birail conveyor while still being based on a chain monorail.
Upstream of the two paint booths, a first transfer (equivalent to a switch) directs the transported parts either toward or away from the second paint booth.
At the exit of the second paint booth, the parts return (via a second transfer) to the main line. Our transfer systems require no automation, cylinders, or similar devices.
Transfers are performed smoothly, without jolts. The passage of transported parts at two points or via spreader beams is also fully compatible with the transfer system.
A single installation can, for example, serve:
- Two paint booths (simple transfer with 2 routes).
- Two paint booths and two surface treatment tunnels (double transfer with 4 routes).
Example of implementation:

Transfer conveyors can also be installed in an inverted position.
Overhead material handling with an overhead crane
Overhead cranes, traveling beams, or transfer trolleys. Hoists with manual or motorized travel. They can be effectively combined with manual monorails from the 400, 500, and 700 series, depending on the type of load to be transported.
Used to serve work areas with supporting gantries or, in other cases, with jib cranes. Hoists are powered via cable festoons or electrical conduits.

Traveling transfer beam
Our manual monorail conveyors can be configured as transfer trolleys with traveling beams. Highly flexible in use, traveling beams offer significant space-saving advantages.
Mainly used in paint shops or workstation setups, the transfer trolley allows handling to be combined with sorting needs.
Fixed rails installed on either side of the transfer trolley serve as storage or service tracks. The operator of the traveling beam can then select the part they wish to process. (see transfer trolley video)











Overhead conveyor for fire doors, airtight doors, curtain doors, etc.
Retractable rails allow continuous conveying when passing through a curtain door, airtight door, fire door, and similar barriers.
Example: a conveyor passing through the airtight sliding door of a 250°C curing oven, equipped with three rails.
The three retractable rails operate together, opening or closing when the sliding door is opened or closed.
Installations with transfer trolleys and traveling beams can be integrated with monorail circuits including switch points, turntables, elevators, and more.

The manual monorail can be used as a transfer system, for example to introduce multiple loads simultaneously into a curing oven, reducing the door opening time.
Often essential, lifts can be installed at loading or unloading stations to facilitate operators’ work, as well as in treatment zones where required.
The most common lifts have two extreme levels: top and bottom. The lifting stroke is the distance between these two levels. At the workstation, the operator uses a remote control to select the required level between these two extremes.
The manual monorail can be used as a transfer system. Here, it allows multiple loads to be introduced into a curing oven at the same time, reducing the door opening time.
Often essential, lifts can be installed at loading or unloading stations to facilitate the operators’ work, as well as in treatment zones where they are required.
The most common lifting devices have two extreme levels: top and bottom. The lifting stroke is the distance between these two levels. At the workstation, the operator uses a remote control to select the required level between these two extremes.
A less common example is a three-level lift inside a paint booth. The lifting stroke is still measured between the lowest and highest levels. The intermediate level can serve as the entry and exit point for parts transported by the conveyor, while the highest level is used for painting underneath the parts. The CONVOYNORT team can meet all your requirements for standard or custom lifting systems.
The lifting device can be driven by an electric hoist. In some cases, a pneumatic hoist offers an interesting alternative to the electric hoist, particularly to comply with ATEX regulations.
For light loads, dipping sections, lifting units, workstations, and similar areas can be equipped with pneumatic cylinders.
Specialized material handling
Lifting gantry for the aerospace industry
CONVOYNORT has built numerous industrial lifting gantries to create specialized movements for machines in the aerospace sector. This particular gantry was constructed in 34 units.
Its distinctive feature is the inclined path followed by the load during movement. In this case, the load is a curing heater hood weighing up to 2,000 kg. The hood must be applied as horizontally as possible to the wing edge, which is positioned on specialized supports.
The control system continuously monitors the hood’s horizontal alignment using infrared sensors and constantly adjusts its level.
Once the operation is complete, the hood moves horizontally to the rear of the gantry into a safe position, allowing the operator to access the workstation.

Two-function lifting and lowering device
CONVOYNORT has developed a lift for mobile load bars that provides both handling assistance in operator mode and an automatic mode for pre-dipping operations.
This lifting device ensures high stability of the transported load and guarantees full safety for operators working in front of the dipping tanks.

Lifting and lowering device for traveling beam
This lifting and lowering device for a traveling beam was developed to simplify the operator’s handling operations.
The most important specification is the need to keep the load bar and the parts being transported as horizontal and stable as possible during lifting and horizontal movement.
The result is a lift that moves with the traveling beam and is capable of covering the entire work area.
Additionally, our traveling beam system provides the operator with great flexibility in selecting the parts to be processed.

Handling rail
CONVOYNORT handling tracks are C-shaped profiles available in various cross-sections.
The rail section primarily depends on the weight and dimensions of the load(s) being transported.
Depending on the application, a CONVOYNORT rail may have a cross-section of:
- 40 mm × 40 mm × 3 mm
- 60 mm × 68 mm × 4 mm
- 100 mm × 120 mm × 6 mm
The choice can also be influenced by the possible distance between two rail suspension points and the number of trolleys in the overhead handling circuit.
Manual Monorail – Series 700

Manual Monorail – Series 400




Manual Monorail – Series 500





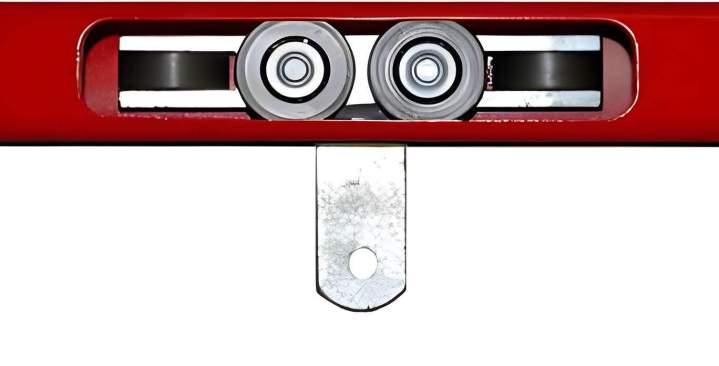
Stainless steel mobile trolleys




The handling trolleys or carts travel inside the rail track.
Whether on simple straight lines or in circuits incorporating curves or switch points, CONVOYNORT can meet your handling rail requirements through its range of manual conveyor models. For all manual monorails in the CONVOYNORT range, one or more motorization solutions are available.
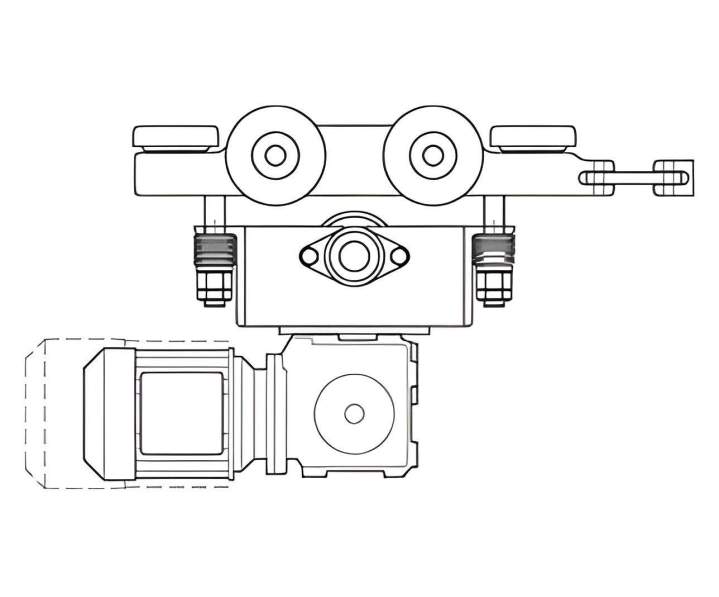
From self-propelled trolleys to drive chains, or local/spot lateral motorization, CONVOYNORT offers multiple ways to motorize a section, a zone, or an entire conveying circuit.
Below is a photographic summary of the handling rails with mobile trolleys that are available.
The manual mobile trolley, or motorized self-propelled trolley, traveling along the conveyor or handling rail, can be equipped with a mechanical or motorized hoist as needed.
This overview of the different models of mobile handling trolleys would not be complete without including their inverted-position counterparts.
In an inverted conveyor setup, the loads are suspended from the mobile trolleys. The main advantage of an inverted manual monorail is a significant space saving in certain applications.

Example of installing a mobile traveling beam as close as possible to the ceiling.
The traveling beam or mobile crossbar is connected to two long trolleys, each running in an inverted-position handling rail.
For certain applications, the use of stainless steel may be required.
Please contact us regarding stainless steel handling rails and stainless steel mobile trolleys.

Floor-level material handling with conveyor
Our range includes several models of floor-level conveyors.
Each has been designed according to the load, type of drive, and other requirements.
Common features across the presented models include:
- A cardan chain running inside a steel rail.
- The load to be transported is placed on top of the rail.
- The floor conveyor is supported by small posts anchored to the floor.
- Loads can be rotated or indexed.
- The floor conveyor can operate continuously or intermittently. (See floor conveyor video)
Conveyor for perfume bottles in a glassworks facility
The conveyor has the advantage of positioning the rail openings downward, protecting it against any falling glass or shards inside the rails.




